As others have said earlier in the thread - my preference is to indicate internally off of the rifleing (over a good span @ the throat & Chamber) rather than dialing off a protruding rod.
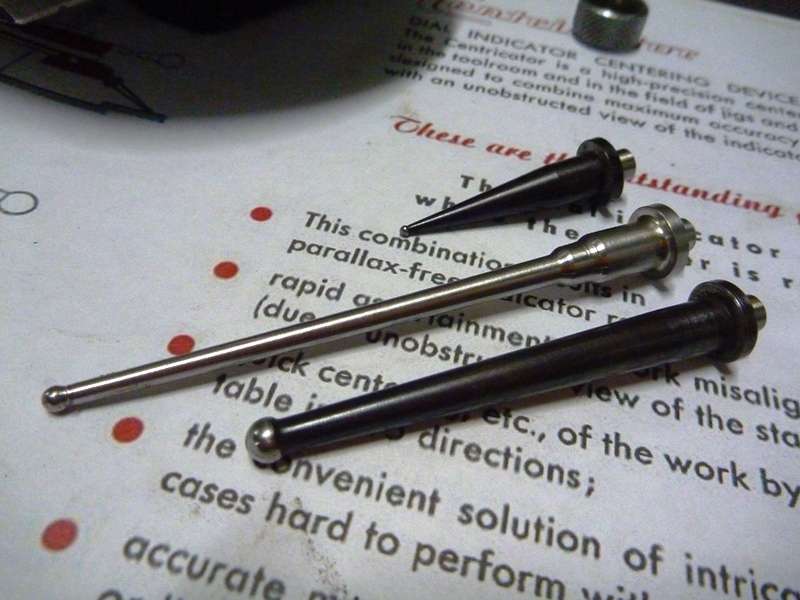
Here is an extra long contact point I've turned up for my Centricator (wtf is that? old school Deckel device for centreing/indicating).
A few have been advocating the use of long reach "Interapid" DTI's for this purpose, but when I looked into acquiring one of these I simply couldn't justify that kind of expense at this time. Then I remembered that I had this gadget and went about investigating how it could be adapted for the purpose.
Spherical contact point is 3.00mm dia.
I tapered it to be quite slender for access purposes inside of .300" mainly and I'd imagine it should have no problems even down as small as .220" (we shall see).
There's been no perceivable deflection under reasonable indicating operating/indicating load so all good in that regard.
The Centricator for Lathe use is mounted either in the tailstock or in the MT tool holder of the Dixon QC tool post

")