Re: chamber flush system "build thread"
Robert,
I've seen numerous creative solutions to getting coolant to the bore. The most elaborate being actually turning the barrel and fitting a hose between a union.
There's an easier way. For about $300 bucks you can build this. Get a straight line hydraulic union. The one I've picked out is from Rotary Systems in Ramsey, Minnesota. (800.959.0146) PN: 007-12211
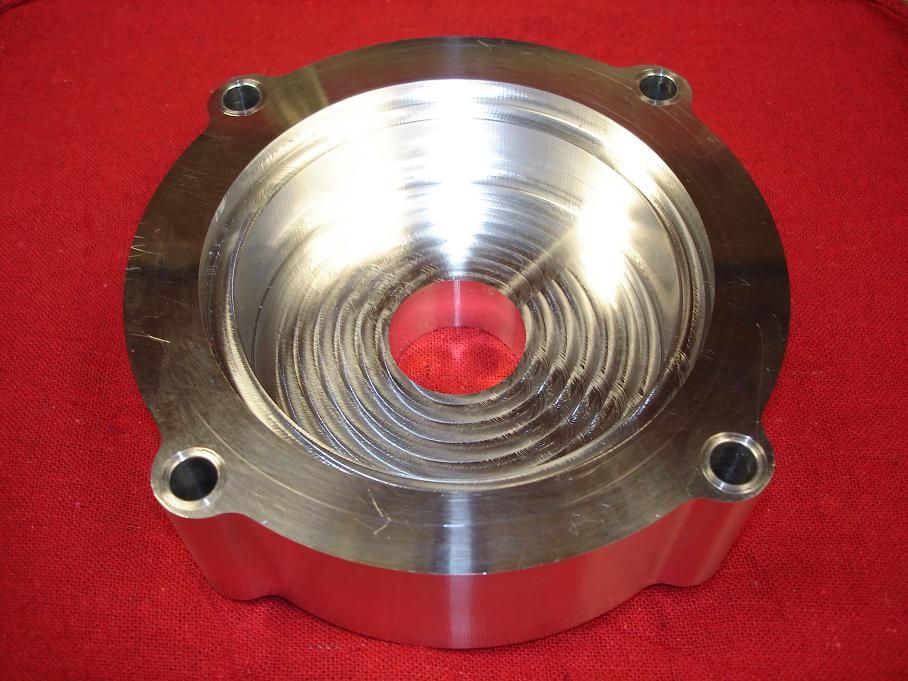
Take a piece of material, preferebly a steel HARDER than the barrel. 4140 prehard works good. Turn a center with a male 3/8NPT fitting. Drill a hole through it.
This becomes your "pressure fitting" that goes against the muzzle. Since you've not crowned it yet, there's nothing to worry about. You want the male thread on the center because this goes into the outer ring/chassis of the union. This way your not loading the seals/bearings when you put the screws to it while tightening against the bore.
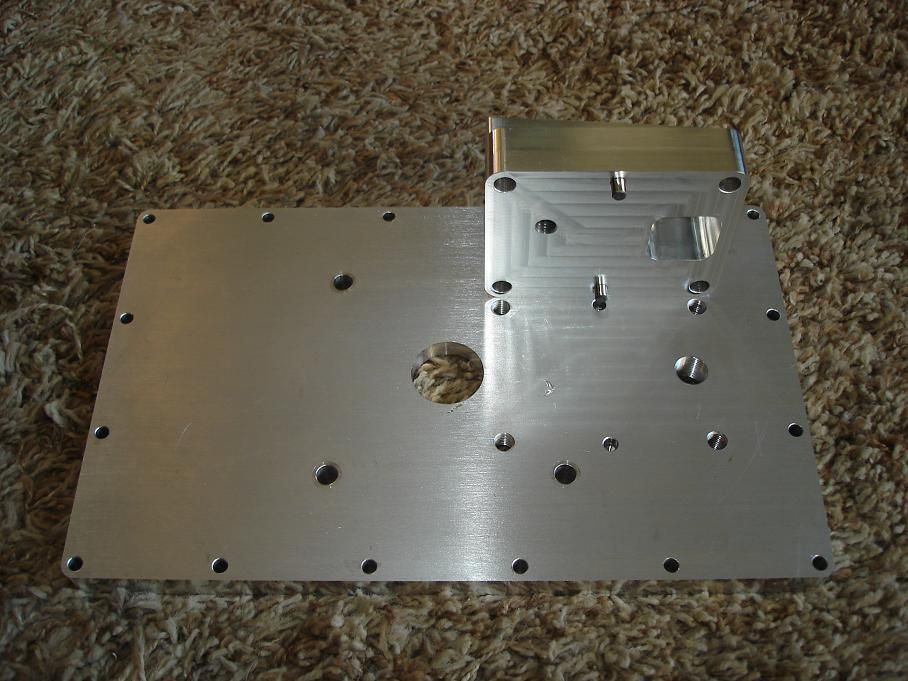
NOW, build a 3 spoked deal with 3 holes out on the wings and one in the center. Center hole needs to be 1.702". Make it out of 1/2 AL plate. Cross drill and tap with 1/4-20 between the spokes towards the center hole. These become the set screws for holding the union. Drill 3/8" holes on the spoke ends.
Take some 3/8-16 all thread and chop it up into 3 equal length segments. Build 3 washers around 3/8" thick and tap the centers to 3/8-16. Screw them flush with the end of the all thread. Tac with a Tig or sweat some solder in them. Just don't want them coming off.
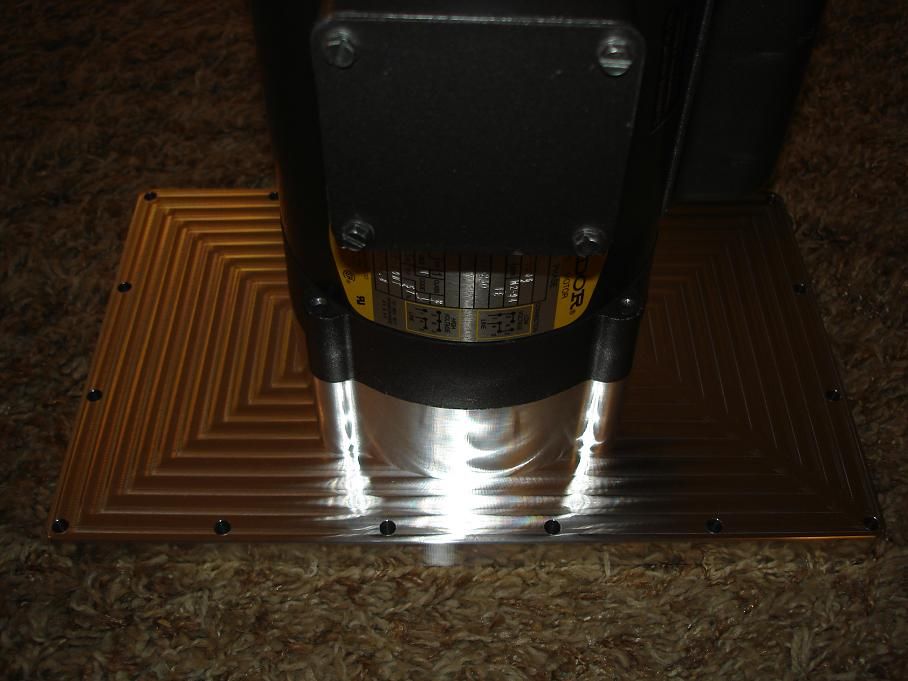
Now build a plate with 3 CAM lock features that'll attach to the back of your lathe. You make three holes slightly larger than the washers and machine a groove on the back side with a detent for them to fall into.
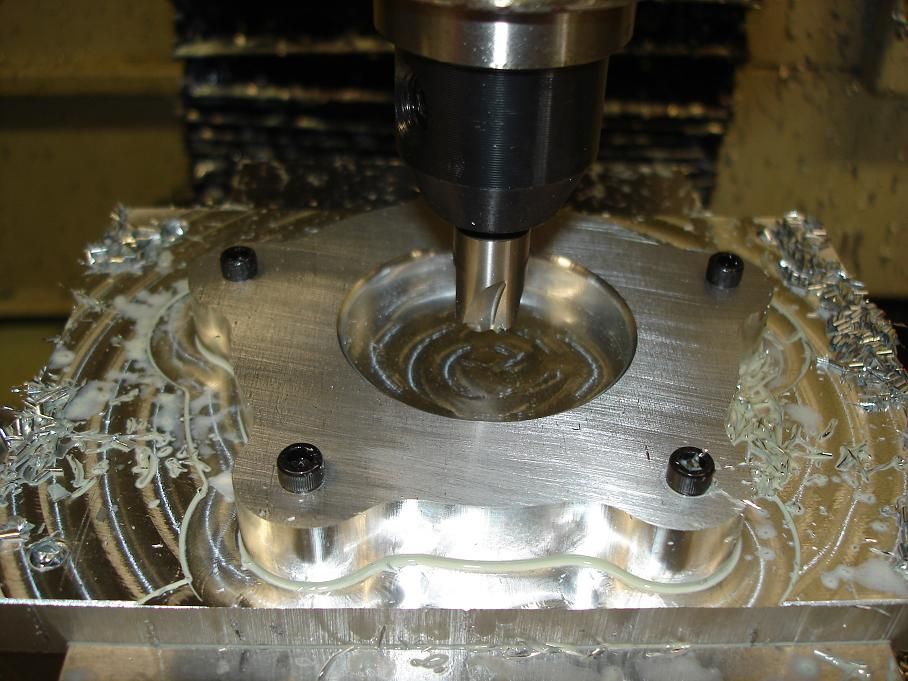
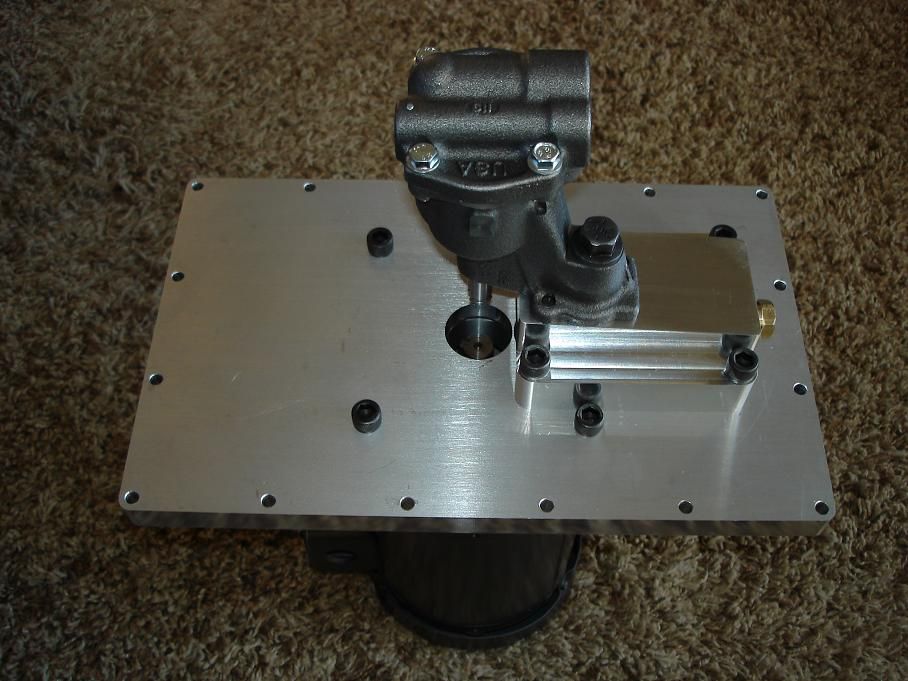
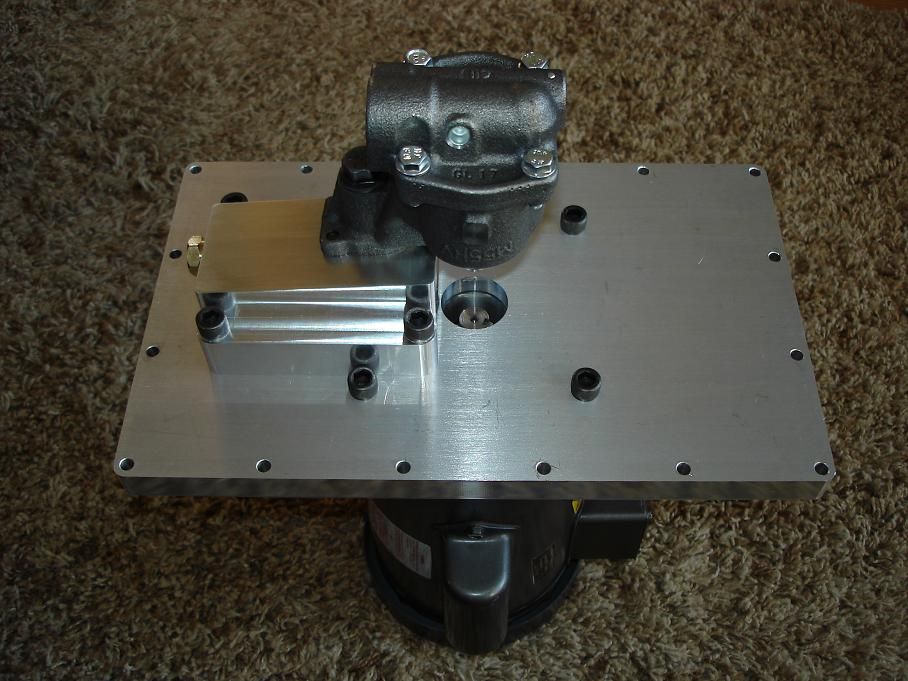
Setup your barrel as normal. Then slide the assembly into the cam locks. Twist and lock into place. With three previously made thumb screws start tightening up the all thread. It'll pull against the back plate and apply pressure at the center.
With you plumbing already installed on the opposite end of the union your ready to chamber.
It's really that easy. No machining to the barrel required. We chambered 5-15 barrels a day exactly like this at Nesika. I used anywhere from 200-600lbs of oil pressure. I pressure tested the entire thing to over 1000psi. They still use this same setup today and I built it in 2004. It works.
Never a drip.
The barrel and center rotate together, so there's never any wear. There's no load on the AN fitting/braided hose so it lasts forever too.
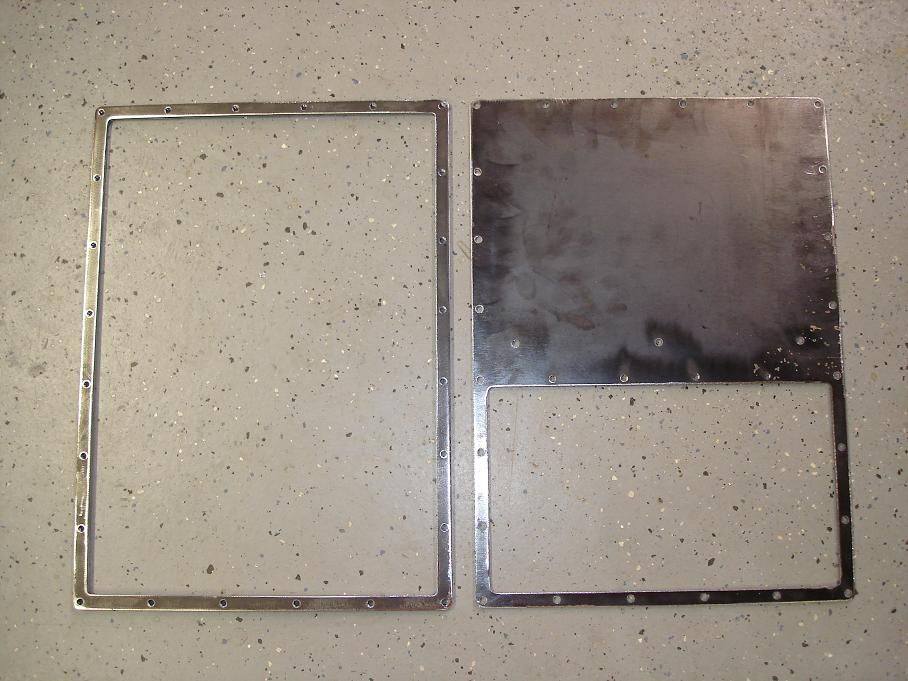
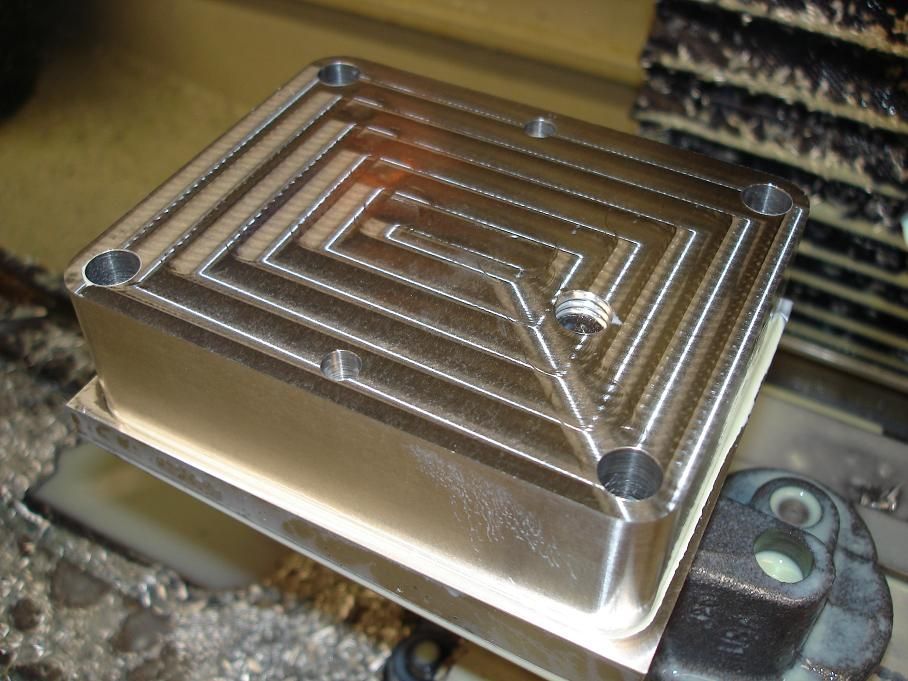
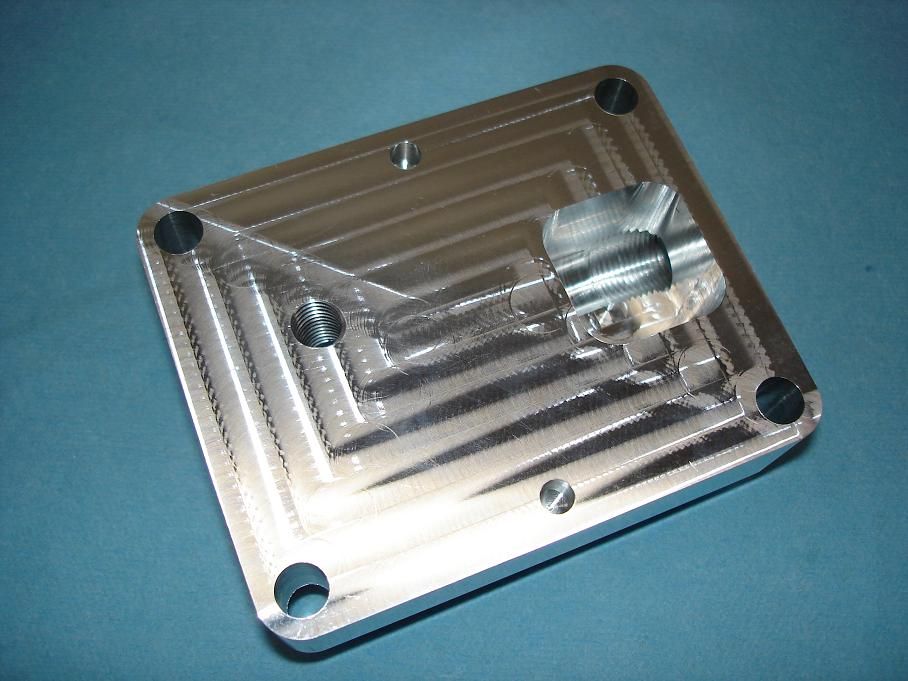
Rig a pair of system one oil filters in series and you'll save the carbide/teflon seals in the union. As the photo shows, this is the one area that I underestimated and it bit my ass. Christmas day, 2005 I was chambering my palma gun. The System One filter enclosure failed and about a gallon of oil shot all over the shop ceiling, walls, floor, etc. Was a real mess. The pressure from the pump (Rem Cool 2400) split the thin wall cast AL wall of the system one setup. I built two new enclosures and used the reusable screen elements in the filters. 4140 caps on both ends to seal it up. Never leaked again after that. Since your using a MHV55 pump you'll never get to the pressures I was monkeying around with. The factory system one setup should work fine. Trans Dapt makes a cheap (affordable) cast dual remote filter setup that'll work great for this. Runs around $40 bucks and any hot rod oriented parts shop will likely have them.
It's quick, simple, and dead nuts reliable.
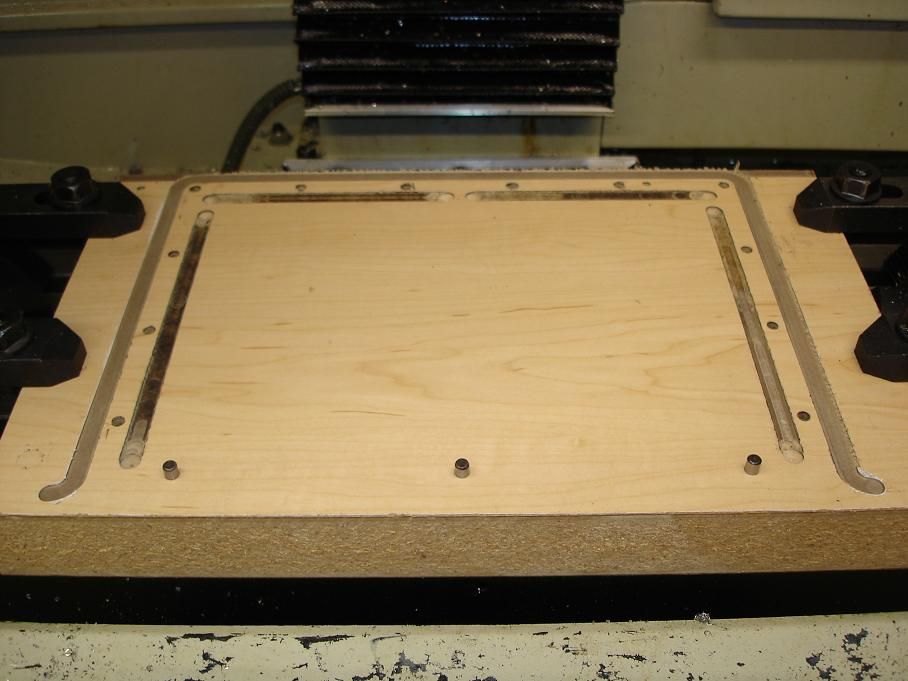
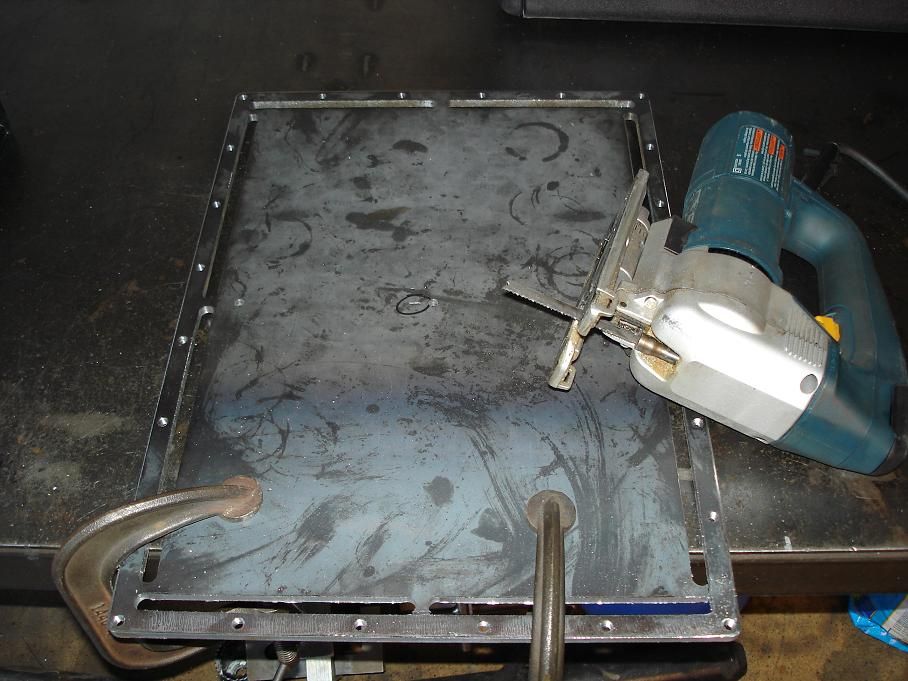
The drip pan under this was for when pulling it off. Oil drains into the pan and back to the sump via a hose. I had an HVAC shop bend it up for me because we didn't have a brake for sheet metal at Dakota when I built this. A guy could probably modify a big cake pan from a bakery supply place to work pretty easily.
The long rod on top with the two flat on it were for attaching the indicator to line up the barrel. Just a simple way to clamp the indicator. Worked well for how we did it back then.
Good luck.
PS: Its a rare day that I see someone put as much effort/thought into something as you have demonstrated here today. Well done and I hope it works awesome for you. Hats off and cheers.